- co je nového?
- Speciální nabídky
- Oceli pro výrobu nožů
- Uhlíková ocel (+není nerez)
- 1.2360 (X50CrMoV8-1) ( Chipper ) ( A8 )
- 1.2419 (105WCr6)
- 51CrV4 otel
- 75Cr1 Otel (1.2003 - 1075+Cr)
- 80CrV2 Otel (1.2235 - L2)
- 1.2067 (102Cr6) / L3
- O1 ocel (Arne, 1.2510, 100MnCrW4)
- Böhler K110 (D2)
- Böhler K390 Microclean
- Sleipnerova uhlíková ocel
- Wolfram Special
- 15n20 (75Ni8)
- 1095 (1.1274)
- M1 acél -1.2842-90MnCrV8
- 1.2767 (X45NiCrMo4) Böhler K600
- Nerezová ocel
- Damašková ocel - POUZE PRO OBJEDNÁVKU
- Uhlíková ocel (+není nerez)
- ocelové folie
- Luiso w61 antioxidační ochranná pasta kapalina
- Materiál na střenky
- Kůže
- Nástroje na povrchovou úpravu
- Ostření
- Šrouby pro rukojet
- Mosazné nýty
- Záštity, hlavice, kování
- Trubek a tyčí
- Materiály pro Pouzdra
- Čepel, nože vyrobené polo
- Kuchyňské nože
- Soupravy nožů a kapesní nože
- Nástroje na výrobu nožů
- Vrtáky
- Kotoučové pilové kotouče
- Lamellás csiszolótányér 125mm x 22mm
- Abrazivní vlákno (Vlies)
- Brusné pásy 50x1200mm
- Brusné pásy 50x1500mm
- Brusný pás 50x2000mm
- 50x2500mm csiszolószalag
- Lepidlo
Sleipnerova uhlíková ocel
SLEIPNER je nástrojová ocel ze slitiny chromu, molybdenu a vanadu. Má řadu vynikajících vlastností:
• Dobrá odolnost proti opotřebení
• Dobrá odolnost proti odlupování
• Vysoká pevnost v tlaku
• Vysoká tvrdost (> 60 HRC) i při popouštění za vysokých teplot.
• Dobrá prokalitelnost
• Dobrá rozměrová stálost během kalení
• Vysoká odolnost proti popouštění
• Dobrá obrobitelnost jiskrovou třískou
• Dobrá obrobitelnost a brousitelnost
• Vynikající pro povrchovou úpravu
TEPELNÉ ZPRACOVÁNÍ
MĚKČENÍ
Ocel se zahřeje na teplotu 850 °C a chrání před oxidací. Poté se v peci ochladí rychlostí 10 °C/hodinu na 650 °C.
Ochlazení se poté provádí na čerstvém vzduchu.
ODSTRANĚNÍ NAPĚTÍ
Po hrubém obrábění se nástroj
zahřeje na 650 °C a poté se při této teplotě udržuje po dobu
2 hodin. Poté se pomalu ochladí
na 500 °C a poté dále na čerstvém vzduchu.
POPOUŠTĚNÍ
Předehřívací teplota: 700 °C a 850 °C
Austenitizační teplota: 950–1080 °C,
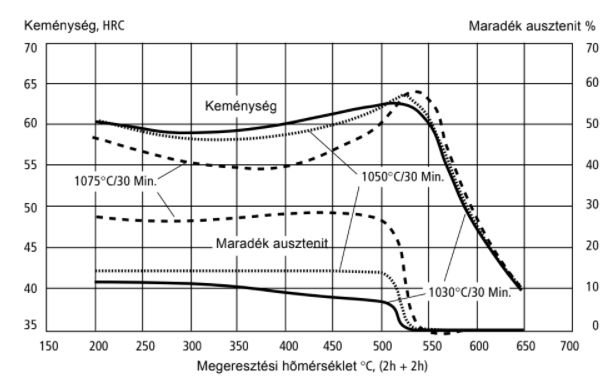
obvykle 1030–1050 °C. Doba výdrže: 30 minut.
Díl musí být během tepelného zpracování chráněn před oxidací
dekarbonizací.
POPOUŠTĚNÍ
Teplota popouštění se volí z popouštěcí křivky na základě požadované tvrdosti.
Jsou nutná dvě popouštění,
s mezi nimiž je nutné ochlazení na pokojovou teplotu. Nejnižší použitelná teplota popouštění je 180 °C a minimální doba výdrže je 2 hodiny.